Change is a process which we have been through several times during our 150-year history. We have restructured, renamed, sold business activities and invested in new ventures. Essentially, we are what we have always been and that is a company whose focus remains on its key competence – plant engineering and constructions. We pursue technical leadership in our market sector through continuous research and development rather than taking second place elsewhere. We simply want to build the best machines on the market for your company’s process requirements.
We offer solutions!
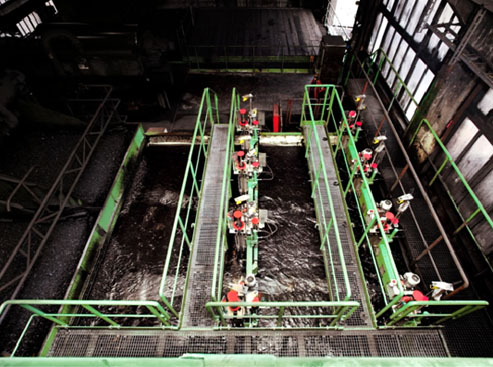
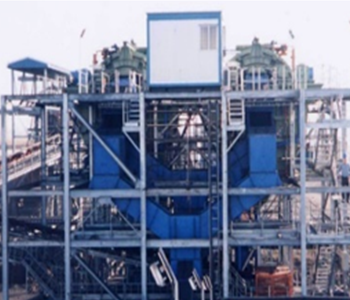
MBE has the process know how and experience to design, engineer, supply and support complete mineral beneficiation plant and coal washeries.